
Click here to download the "How High Pressure Coolant Delivery Improves Profits & Productivity for Metalworking Manufacturers" white paper
Proper applications of high pressure (1,000+ PSI) coolant in drilling, milling and turning operations significantly improves throughput and tool life. The below information explains the factors that make high pressure coolant delivery important for many metalworking applications, the benefits of high pressure vs. lower coolant pressures and the importance of coolant flow as well as PSI. Also included are case studies that illustrate the benefits of high pressure coolant delivery when used on various metals.
In many metalworking applications, particularly those involving difficult-to-machine materials, CNC machine spindle speeds, feed rates and throughput suffer as cutting tools fail and/or wear unpredictably. The net result is increased cost-per-part that reduces profits, inhibits the ability to take on new orders, and makes a company less competitive. Coolant that is not efficiently applied to the cutting zone is a leading contributor to these problems. The good news is that the situation can be corrected through proper application of high pressure coolant.
The friction generated by conventional metal machining creates substantial heat where the cutting tool meets the workpiece, regardless if the operation is being performed by drilling, milling or turning. By some estimates, 97% of energy consumed in metal cutting converts into heat. That’s why machinists have always attempted to cool the cutting zone by applying liquid or gas coolants that may be petroleum or plant oil-based, water-soluble, or even derived from animal fats.
The goal of all coolant materials is to moderate the temperature in the cutting zone to maintain consistency; lubricate the work surface and cutting tool to enable faster and more precise cuts; prevent oxidation of the workpieces and tooling; and prolong the life of the cutting tools.
Low Pressure Coolant
In many cases, coolant is delivered at relatively low pressures to the cutting area where it floods the workpiece and cutting tool. Unfortunately, because of the heat generated, this method may produce super-heated steam before the coolant is able to penetrate to the tip of the cutting tool. Consequently, there is little or no lubrication, the temperature is not consistent, chips are not efficiently evacuated and are recut thus accelerating tool wear. Often the chips also damage the workpiece or cutting tool.
High pressure Coolant
When coolant is delivered to the cutting zone via pressures of 1,000 PSI or greater, on the other hand, the additional force increases localized pressure that eliminates the formation of super-heated steam vapors. Thus, the coolant successfully reaches the workpiece and prevents the cutting tool from premature failure due to heat damage. Further, because the chips produced are kept at a cooler temperature, they break much more easily and are quickly evacuated from the point of cut. The force of the high pressure coolant is not what breaks the chips, per se. Rather, the effect of the coolant shortens the primary shear zone. This means that instead of producing long stringy chips, as is typical with low pressure coolant, high pressure coolant produces shorter, broken chips. As a result, the cutting process continues more rapidly with less time spent replacing tools. This enables faster speeds and feed rates for greater throughput. Additionally, the cutting tools are allowed to wear at a more predictable rate that makes tool replacement far more efficient.
High Pressure Coolant Advantages
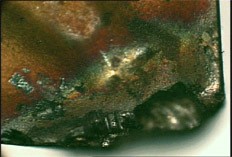
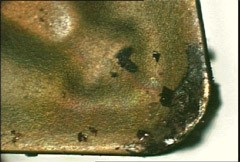
Tool Wear Comparison
Below is an example of the difference in tool wear when cutting 718 Inconel. Both inserts were run at the same speed and feed rate. Note the damage to the first cutting insert where standard coolant delivery was used, versus the insert next to it which high pressure coolant was applied. By using high pressure coolant, tool life was 13 times longer.
| Low Pressure Coolant | High Pressure Coolant |
 |
 |
How High Pressure Coolant Affects Speeds & Feeds
As discussed above, high pressure coolant delivery enables machines to cut material more efficiently. One way to measure this is by comparing surface feet per minute (SFM) which is the number of linear feet that a given point on the cutting tool travels in one minute. For example, 300 series stainless steel has a median SFM of 325 – 350. With high pressure coolant properly applied, the same material can be milled at 800 SFM.
Milling SFM with High Pressure Coolant
| Aluminum | 10,000 SFM |
| Low Carbon Steel | 2000 SFM |
| Medium Carbon Steel | 1200 SFM |
| Stainless 300 Series | 800 SFM |
| Cast Iron | 1600 SFM |
| Titanium | 400 SFM |
| Inconel | 350 SFM |
| Copper | 1200 SFM |
In drilling applications, high pressure coolant evacuates chips from the drilled hole and eliminates the vapor barrier that inhibits cooling.
Drilling SFM with High Pressure Coolant
| Aluminum | 2000 SFM |
| Low Carbon Steel | 1100 SFM |
| Medium Carbon Steel | 1000 SFM |
| Stainless 300 Series | 800 SFM |
| Cast Iron | 1200 SFM |
| Titanium | 220 SFM |
| Inconel | 180 SFM |
| Copper | 1200 SFM |
PSI is not the Entire Story
Efficient high pressure coolant machining requires more than simply the ability to deliver 1000 or more PSI. The other critical factors are flow rate and the size of the opening through which the coolant passes. The relationship between these three factors is best explained by a fluid dynamics principle named for Swiss mathematician Daniel Bernoulli which states that an increase in the speed of a fluid produces a decrease in the fluid’s energy. In the case of machine tool coolant, this means that the larger the coolant delivery nozzle, the higher the flow rate must be to achieve the desired pressure at the cutting area. Conversely, the smaller the orifice, the lower the pressure needs to be to achieve the same PSI.
Therefore, for effective high pressure coolant delivery, the system must be capable of providing sufficient fluid volume as well as pressure. For milling and turning, the volume requirement is 0.5 gallons per minute (GPM) per machine tool horsepower. Therefore, a 20 hp machine requires 10 GPM (20 hp x 0.5 GPM = 10 GPM), a 30 hp machine requires 15 GPM and a 40 hp machine needs 20 GPM coolant volume.
In drilling applications, the diameter of the tool determines volume. Each 1” of tool diameter requires 10 GPM. Thus a 1” drill requires 10 GPM, a ½” drill = 5 GPM and a ¼” drill = 2.5 GPM.
The cutting fluid, itself, also plays a role in the effectiveness of high pressure machining. The coolant must have high lubricity to adequately reduce friction, must not be prone to foaming, and have a coolant concentration of at least 8% and no more than 12%.
Comparisons:
High Pressure vs. Standard Coolant
Each of the following examples illustrates the dramatic difference high pressure coolant delivery makes when performing the same process, using the same material, tools and machines. The savings in both production time and tool costs enable a fast return on investment in high pressure coolant systems.
1018 Low Carbon Steel
| Factory Coolant | High Pressure Coolant |
| Drilling 10X dia. depth PSI: 300 Tool: 0.130 Dia. Carbide Drill 3000 holes Inconsistent tool life (53 drills used) |
Drilling 10X dia. depth PSI: 1000 Tool: 0.130 Dia. Carbide Drill 3000 holes 1 drill used |
|
RPM: 3300 |
RPM: 10,000 |
End Result: 225 holes (1.3” deep) Drills used: 4 Cycle Time: 1 hour, 35 minutes |
End Result: 225 holes (1.3” deep) Drills used: 1 Cycle Time: 7.5 minutes |
6AL4V Titanium
| Factory Coolant | High Pressure Coolant |
| Hole drilling PSI: 150 Tool: 6.6 mm Carbide Drill |
Hole drilling PSI: 1000 Tool: 6.6 mm Carbide Drill |
|
SFM: 90 |
SFM: 116 |
| End Result: 100 holes before re-sharpen |
End Result: |
17-4PH Stainless Steel
| Factory Coolant | High Pressure Coolant |
| Drilling 6X dia. depth PSI: 300 Tool: 0.098 Dia. HSS drill 600 holes Inconsistent tool life (20 drills used) |
Drilling 6X dia. depth PSI: 1000 Tool: 0.098 Mitsubishi Micro MZS drill 600+ holes 1 drill used |
|
RPM: 2400 |
RPM: 10,000 |
End Result: 600 holes (0.600” deep) Drills used: 20 Cycle Time: 8 hours, 24 minutes |
End Result: 600 holes (0.600” deep) Drills used: 1 Cycle Time: 28 minutes |
Conclusion
High pressure coolant systems provide a significant opportunity for manufacturers to improve productivity and measurably reduce cost-per-part. However, it is critical that a high pressure system is properly matched to applications in that it is capable of delivering the precise flow, pressure and temperature control required.
With more than 38,000 systems in service and an engineering and applications staff dedicated to high pressure coolant technology, LNS ChipBLASTER is uniquely qualified to optimize the performance of your CNC machines.
To learn more, call 814-724-6278 or email highpressure-sales@LNS-northamerica.com